



ビーズミル:ビーズミルの原理、湿式分散・粉砕、ナノ分散について
1. General knowledge of bead mill
The bead mill is an apparatus that agitates grinding media (beads) in a cylindrical vessel to grind or disperse minute particles in slurry. The rotor of the mill generates bead motion, which induces intense shear force and impact on the particles. The bead mill is applied to a wide range of applications, such as grinding relatively large particles and dispersing nanoparticles. Particles of the size of microns or submicron are effectively reduced into finer particles as fine as tens of nanometers. Energy and impact force that materialize the best condition for each material are adjusted by optimizing the media size, rotor speed, and type of the rotor.
2. The importance of the size of the beads to be selected
The bead size is the most important factor for milling practices. Large beads, bigger than 0.5 mm, are adequate for grinding micron-size particles into submicron-size ones. Small beads, 0.3 mm or finer, are applied to grinding or dispersing submicron- or nanometer-size particles. For dispersing, a large impact is not necessarily required, and, in addition, smaller beads provide faster processing rates since frequency of contact between a bead and a particle increases. In particular: 1) The adequate impact energy for milling, which is controlled by the bead size, rotor speed, and mass of the beads charged in the mill, is determined according to the target size and hardness of the particles. 2) The frequency of the impact between a bead and a particle, which is controlled by the rotor speed and bead size, affects the processing rate.

3) The inter-bead space affects the final size of particles after milling. The size of the inter-bead space is proportional to that of beads, so that smaller beads provide more chances for contacting the finer particles. Note that the inter-bead space is the space surrounded by beads when beads are closely packed (see Fig. 1).
Bead selection in grinding processing
In case of grinding large or hard particles, it is necessary to apply high impact energy to the particles.
Since the intensity of energy is determined by the mass and speed of beads, large beads with a high
speed are needed for grinding large and/or hard particles. When grinding hard particles, such as silica,
alumina, and hard natural ores, relatively large beads—larger than 0.3 mm—are used as a grinding
medium.

However, large beads are not always suitable for grinding processing. The size of the beads affects the
final size of the particles. In case of grinding minute particles, as of 200 nm or finer, beads of the size of
0.1 or 0.3 mm are applied for grinding processing.
In addition, smaller beads shorten the processing time because their wider surface area increases the
frequency of impact between beads and particles. Accordingly, if the particles are soft and then the
required impact energy is low, milling with smaller beads results in a faster processing rate. Examples of
such soft particles are calcium carbonate, iron oxide, agrochemicals, and pharmaceutical chemicals.
In case of grinding fine particles of the size of 200 nm or smaller, the selection of beads’ size is quite
important. Since the inter-bead space among larger beads is larger, opportunities for the particles to come
into contact with the beads are fewer, resulting in poor grinding efficiency. Therefore, processing practice
using small beads is required for grinding fine particles.
The size of the beads required for milling particles is 10 to 30 times the maximum particle size of the raw
material and 1,000 to 3,000 times the mean particle size after milling. For example, when grinding calcium
carbonate of 10 μm as the largest size of raw material to final-size particles of 100 nm, it is recommended
to use 0.1 mm beads.

Bead selection in dispersing processing
The basic idea of selecting bead size for dispersing processing is similar to that for grinding processing.
Some other conditions being considered are, however, different. The most important among them is the
damage on primary particles by the impact of beads. The impact energy required for dispersion is
controlled so as not to damage the primary particles and, at the same time, be enough to tear a cluster
into primary particles.
Since each particle is made in the intended size that provides appropriate properties designed for the final
products, damage on the particles is not desirable. In addition, in case that the impact energy is too high,
primary particles get damaged and fine fractions are generated. The fine fractions act as a binder for
re-agglomeration of the particles, so that dispersion is not completed even by a long time processing.
The impact energy is, therefore, controlled not too intense and not too weak. Applying low-impact energy
through small beads is, therefore, important for dispersing processing for obtaining lowly damaged
nanoparticles. In addition, small beads provide high frequency of impacts between the particle and the
bead, resulting in a high processing rate.
Generally, it is necessary to select smaller beads in dispersion processing as the primary particles
become smaller. Desirable bead size is also 1,000 to 2,000 times the primary particles’. In many cases of
modern dispersing practices, the primary particle is mainly 10 to 200 nm in size, so that the bead size to
be selected is generally smaller than that for grinding processing. For example, when the primary particle
is 100 nm in size, beads of 100 μm or finer are commonly selected. Primary particles that have been
recently processed for modern nanomaterials are 50 nm or finer in size.
3. How to choose the type of bead mills
As explained in the previous section, it is very important to choose proper bead size according to the
purpose of processing. It is, therefore, important to select the best method of bead separation, which
depends on the bead size.
Selection of the bead separation methods is, therefore, one of the most important factors for choosing the
type of bead mills. Bead separation methods are generally grouped into slit, screen, and centrifugation
methods, each of which has its preferable bead size. The three methods are explained in the following
sections.
Slit separator
This is a method of separating beads from the slurry by a narrow slit gap at the slurry exit. The gap width
is about one-third the bead diameter. A bead mill equipped with a slit separator functions with beads of the
size of 0.3 mm or larger. This is because when the slit gap is narrower than 0.1 mm, for beads smaller
than 0.3 mm, the slit clogs due to entrapment of relatively coarse particles, and the required pressure for
slurry to pass through the slit rises largely. This method allows a stable operation without leaking beads
even for a highly viscous slurry.
Screen separator
This separator, similar to the slit separator, utilizes the geometry of narrow passes of a screen at the slurry
exit. The screen has a mesh with a texture of metal wires that provide narrow gaps for separation of the
beads from the slurry. A bead mill equipped with this method functions with beads of size of 0.1 mm or
larger. This method can use smaller beads than the slit method, because the screen has a larger opening
area for the slurry passage. However, in case of using beads smaller than 0.1 mm, a finer screen is
needed, and it tends to clog due to coarse particles in the slurry. Clogging with this method occurs as
likely as with the slit method. This method is less favorable for a high viscous slurry.
Centrifugal separator
This is a separator that utilizes centrifugal force for separating beads from the slurry. The separator has
plates that line up in a circular manner. The plates induce a rotation of fluid, which is favorable for bead
separation. Since the bead has a density 4 to 5 times that of the slurry, the centrifugal force effectively
acts as gravitational screening. An important feature of this method is that this method has no narrow gap.
There is no need for slurry to pass through a narrow gap: therefore, no clogging occurs even with beads
as small as 15 or 30 μm. Thus, this is the best bead separator for micro bead processing applied to
3. How to choose the type of bead mills
dispersion of submicron- and nanometer-size particles. It is also applied to grinding particles of the size of
submicron or nanometers.
Comparison of the types of separators
When planning grinding or dispersing operation of the bead mill, one should first determine an adequate
bead size. The bead size is, as mentioned before, selected according to properties of materials and
purpose of the processing. After selecting the bead size, the type of separators is to be selected for the
best fit for the bead selected.

Since each of the bead separators has its own strong and weak points, the type of separator is to be selected according to its characteristics and the selected bead size. In the case of grinding particles of micron or submicron in the final size, slit and screen separators are adopted because the grinding practice requires relatively large beads. In the case of dispersing particles of submicron in the final size, screen and centrifugal separators are adopted because the favorable bead size is less than 0.3 mm. In the case of dispersing nanoparticles, a centrifugal separator is selected since the bead size required for dispersion is less than 100 μm.
4. Comparison of horizontal and vertical types
The orientation of the mill is an item for selection of the type of bead mill. There are two types of bead mills: horizontal and vertical. Since the centrifugal force acting on the beads is tens to hundreds times the gravity, the influence of gravity is small enough to be ignored. There is, therefore, no big difference in the processing performance between the two types. However, in terms of operability and maintenance, there are the following advantages and disadvantages:
- Horizontal type
- Large installation space is needed.
- The startup power is lower because the bead dead height in the mill is low.
- Recovery of residual slurry and bead discharging require more work and time.
- Replacement of parts is relatively easy.
- Vertical type
- Small installation space
- The start-up power is higher because the bead dead height in the mill is high.
- Recovery of residual slurry and bead discharging are easier.
- Replacement of parts requires a little bit more work.
5. Applications of bead mills
A bead mill is used for various applications such as grinding of food materials, metal oxide for glaze, iron
oxide for magnetic tape, dispersing barium titanate for MLCC, and titanium oxide for UV care liquids.
In recent years, especially this decade, needs for nanoparticle dispersion have increased largely. In
addition to conventional applications, bead mills are being applied to dispersing particles of 20 to 100 nm.
Such applications are dispersions of organic pigments for LC color filters, zirconia for hard coatings, and
barium titanate for advanced MLCCs. These applications need dispersing conditions with low impact
energy. Thus, requirements for bead mills that employ micro beads have been increasing.
Another upcoming technology is the grinding of pharmaceutical nanoparticles (APIds). Required is an
efficient grinding with less contamination of metal elements, such as zirconium, aluminum, and chromium.
6. HM&M’s Apex Mill series
Apex Mill (AM)—Advanced bead mill of the slit separator type

-
Features
A vertical type bead mill equipped with a self-adjusting slit valve for bead separation. The slit valve was developed by the HM&M laboratory. It has a mechanism that detects change in inner pressure, which relates to the resistance of the slurry flow in the slit gap, and automatically adjusts the slit gap reacting to the detected pressure change.
Clogging and leakage of the beads of the slit are prevented by this mechanism, resulting in a long-term stable operation. Fixed-type slit separators are, on the other hand, likely to be clogged by coarse particles or beads.
AM is mainly applied to grinding particles of the final size of submicron to tens of micrometers employing beads of 0.5 to 3 mm. In addition, AM has the ability to process highly viscous slurry up to 10,000 mPa S.Applications
Grinding abrasives, metal oxides, mineral powders, organic pigments, foodstuff, pharmaceutical nano powders, etc.
・Grinding foodstuff of several hundred into a few micrometers
・Grinding barium titanate of a few micrometers into 500 nm
・Grinding printing pigments of a few micrometers to 500 nm
・Grinding pharmaceutical powders of a few micrometers into 200 nm
Ultra Apex Mill (UAM)—Standard bead mill employing centrifugation method

Features
UAM is the world’s first micro bead mill that employed a centrifugal bead separator. It is designed to use microbeads at finest 15 μm, which is the smallest at present. Even when using such fine beads, no clogging occurs since the separator is of a non-contact type and has no throat at the slurry flow. UAM is the first mill that provided dispersion of nanoparticles for commercial practices.
UAM utilizes not only micro beads but also relatively large beads, up to 1 mm. It, therefore, has been applied to various uses, ranging from submicron grinding to nanoparticle dispersion.Applications
Grinding/dispersing pigments, electronic materials, foodstuff, pharmaceutical particles, etc.
・Dispersing inkjet pigments of several micrometers into 20nm at the finest
・Dispersing titanium oxide of UV cut cosmetics of several micrometers into tens of nanometers
・Dispersing zirconia for hard coat for glass of several micrometers into tens of nanometers
・Grinding calcium carbonate for food additives of a few micrometers into 100 nm
Awards
UAM has been awarded by private and public organizations several times. HM&M invented the
centrifugation bead separation method first in the world in 1995. UAM opened a new era of the micro
bead mill, and it has been applied to the technologies of processing nanomaterials. Among several
awards, it won two awards presented by the Japanese government for its contributions to progress in
nanotechnologies in the chemical, electronics, and material industries.

Whole Length Sepa Apex Mill (WAM)—Uniform dispersion by high flow rate of slurry

Features
WAM is designed to improve the capacity of bead separation. To improve the separating capability even at a high flow rate, WAM adopts a rotor that is of an enlarged bead separating part. The rotor has two functions: bead separation and agitation together.
By increasing the bead separating capability, WAM can be operated at a high flow rate—3 times that of UAM. The high flow rate makes it possible to increase the number of processing passes in the same period compared to UAM’s processing. Uniform dispersion is given in a shorter period due to increase in the pass number.
Thanks to the improved bead separating capacity, WAM processes high viscous slurry, up to 500 mPa S, with micro beads. WAM is, therefore, capable to process slurry with a highly viscous solvent or a very dense slurry.
In addition, this type of a rotor gives milder agitating than the pin-type rotor of UAM. Consequently, WAM provides low damage to primary particles in dispersion processing.Applications
Dispersing battery materials, electronic materials, pigments, etc., which need to reduce damage on primary particles
・Dispersion battery materials of several tens micrometers into 200 nm
・Dispersion barium titanate for MLCCs of several micrometers into 100 nm
・Dispersion pigment for LC color filter of several micrometers into 10 nm
Dual Apex Mill (DAM)—Multipurpose bead mill, especially for low-damage dispersion

Dual apex mill with coaxial rotor driving by a motor is also available. One can select DAM with co-axial driving or two-axial driving depending on the needs.
Features
DAM is featured as a bead mill that has two independent driving gears for the bead separating and agitating parts. It is a versatile bead mill that copes with various kinds of processing practices from powerful grinding to low-damage dispersion of nanoparticles. The size of the beads applicable to DAM is 15 μm to 1 mm. The mill is applied to laboratory use owing to its wide range of agitation power, as well as to commercial production.
The most prominent feature of DAM is its application to low-damage dispersion for nanoparticles. For the low-damage dispersion, the rotor needs to be driven at a low speed, and, at the same time, the beads are as fine as 30 or 50 μm. Thus, a low-speed agitation and a high capability of bead separation are needed simultaneously. With DAM, to solve this contradiction, the bead agitating part is driven at low speed and the bead separating part is driven at high speed.
Note, contrarily to ordinary mills, as the rotation is lower, the centrifugal force for bead separation gets weaker.Applications
Grinding and dispersing pigments, electronic materials, etc.
・Low-damage dispersion of pigments for LC color filter of several tens of nanometers
・Low-damage dispersion of zirconia for a hard coat of tens of nanometers
・Low-damage dispersion of barium titanate for MLCCs of 150 nm
Ultra Apex Mill Advance (AM-ADV)—Newest model for low-damage nano dispersion

Features
The newest model of the Apex Mill series. AM-ADV is designed as an advanced model for dispersing nanoparticles without significant crystal damages.
It has a structure in that the rotor has functions of both separating beads and agitation as WAM’s. In addition, the rotor is low in height compared to its width. By optimizing the design of the separator’s segment plates for a low ratio of height to diameter (L/D), the rotor provides a better separating ability of beads even with low centrifugal force than that with other mills.
The low centrifugal force of an AM-ADV results in low impact energy of beads, and, therefore, the mill performs better in low-damage nanoparticle dispersion than do DAM or WAM.
In addition, the rotor with its low L/D ratio provides a more uniform slurry flow than that of other mills. Thanks to the uniform flow, local excess damage is also avoided.Applications
Dispersing electronic materials, battery materials, metals that need to avoid a damage of primary particles
・Low-damage dispersion barium titanate of MLCCs smaller than 150 nm
・Dispersion of metal of printed wiring, electrodes, etc., without particle deformation
Basic flow for operating our bead mill (in case of UAM)
The basic flow diagram for operating the Apex Mill series’ bead mills mainly consists of three pieces of
equipment—a tank, a slurry pump, and a bead mill—which are connected with pipes. The slurry is
pumped from the mixing tank to the mill. The slurry passes through the inside of the mill, in which the
slurry and beads are agitated by the rotor. The particles in the slurry are crushed or dispersed by the
impact of the beads. After milling, the slurry returns to the tank. The slurry passes through the mill several
to tens of times until the size of the particles reaches the target value.
The mill and tank are cooled to remove the heat generated by the impacts of the beads.

Example of dispersion using the Ultra Apex Mill
To examine the effect of micro beads, three sizes of beads—15, 30, and 50 μm—were used to disperse nanoparticles of titanium oxide with a UAM. In case of the 50 μm bead processing, the particle size rapidly decreased to 30 nm. However, it rebounded after 400 minutes passed. The reason for this result is that the original particles were damaged, and fine fragments made from the particles acted as a binder for re-agglomeration. In case of the 15 and 30 μm bead processing, the particles were dispersed to 30 nm more slowly. No re-agglomeration, however, occurred.


Damage on the particles was hardly confirmed in the processing with 15 and 30 μm beads by an TEM observation. Contrarily, damages were observed with the 50 μm bead processing. Damage on the nanoparticles of titanium oxide was minimized by using micro beads finer than 30 μm.
Example of low-damage dispersion using the Dual Apex Mill
DAM is a two-axis-driven bead mill, which allows a wide range of rotor speeds for agitation, as wide as 3
to 12 meters per second, while keeping the bead separating capacity high. Three rotor speeds, 3, 6, and 9
meters per second, were applied for the dispersion of nanoparticles of titanium oxide for an optical use. In
these experimental practices, 50 μm beads were used.
As the rotor speed increased, the processing rate increased. Particles of the size of 30 nm were obtained
in 70 minutes with 9 meters per second, in 250 minutes with 6 meters per second, and in 450 minutes with
3 meters per second. The mean size of the 9 meters per second processing increased after 70 minutes
had passed, and finally it reached at 70 nm. This result indicates that re-agglomeration occurred due to
large crystal damage, which generated fragments from the original particles. On the other hand, those of
the 3 and 6 meters per second processing did not rebound, indicating that re-agglomeration did not occur.
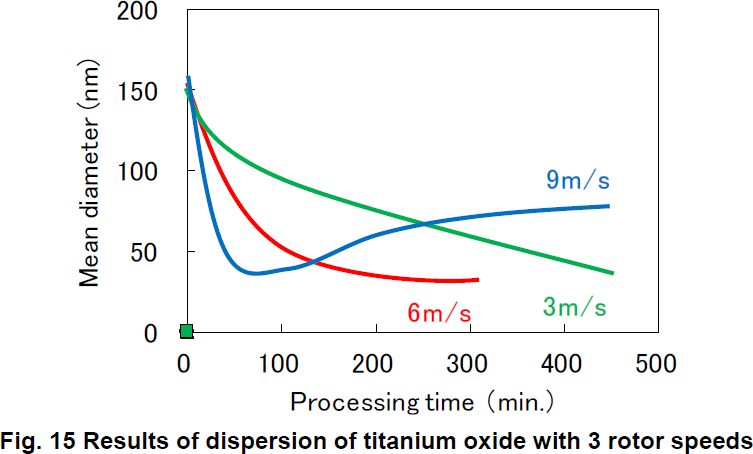

As seen in the photos of the TEM observations in Fig. 16, the particles were dispersed very well, and only a few fragments were observed with the 3 and 6 meters per second processing. On the other hand, clusters were formed and a lot of fragments presented in the clusters with the 9 meters per second processing. These observations well agree with the phenomena deduced from the results of trends of the mean size shown in Fig. 15. The rotor speed was, therefore, to be 6 meters per second or lower for avoiding damage of the crystals.

The quality of the particles was evaluated by an optical property—the transmittance of slurry of the
titanium oxide particles. The transmittance of 3 and 6 meters per second processing reached 60%.
Contrarily, that with the 9 meters per second processing was 43% even at its peak, and it went down after
the moment of the peak. These trends well agreed with the trends of the mean size and the TEM
observations. Thus, by reducing the rotor speed, the titanium oxide particles were dispersed without
significant crystal damages, and the quality of the titanium oxide was sufficient for advanced UV cut
products. DAM is, therefore, a favorable bead mill for low-damage dispersion with weak agitation and
good capability of bead separation.
Other examples of dispersion experiment




Applications of HM&M’s bead mills

Lineup and specifications
| Model | Volume (L) |
Motor (kW) |
Overall size (m) | Approx. weight (kg) |
||
|---|---|---|---|---|---|---|
| Length | Width | Height | ||||
| AM-1 | 1 | 2.2 | 0.75 | 0.40 | 0.95 | 550 |
| AM-2 | 2 | 5.5 | 0.89 | 0.50 | 1.30 | 750 |
| AM-5 | 5 | 7.5 | 1.05 | 0.65 | 1.55 | 1,200 |
| AM-10 | 10 | 15 | 1.40 | 0.70 | 1.85 | 1,700 |
| AM-30 | 30 | 55 | 2.00 | 0.85 | 2.30 | 3,900 |
| Model | Volume (L) |
Motor (kW) |
Overall size (m) | Approx. weight (kg) |
||
|---|---|---|---|---|---|---|
| Length | Width | Height | ||||
| UAM(WAM)-015 | 0.15 | 2.2 | 0.6 | 0.48 | 0.85 | 100 |
| UAM(WAM)-05 | 0.5 | 3.7 | 1.50 | 0.65 | 1.40 | 200 |
| UAM(WAM)-1 | 1 | 5.5 | 0.95 | 0.80 | 1.75 | 300 |
| UAM(WAM)-2 | 2 | 7.5 | 1.50 | 0.80 | 1.75 | 450 |
| UAM(WAM)-5 | 5 | 15 | 2.10 | 0.80 | 2.10 | 550 |
| UAM(WAM)-10 | 10 | 22 | 2.20 | 0.85 | 2.20 | 700 |
| UAM(WAM)-30 | 30 | 55 | 3.00 | 1.45 | 3.00 | 2,700 |
| Model | Volume (L) |
Motor (kW) |
Overall size (m) | Approx. weight (kg) |
||
|---|---|---|---|---|---|---|
| Length | Width | Height | ||||
| DAM-015 | 0.15 | 2.2 | 0.60 | 0.65 | 1.00 | 250 |
| DAM-1 | 1 | 5.5 | 1.50 | 0.80 | 1.90 | 750 |
| DAM-5 | 5 | 7.5 | 1.50 | 1.20 | 2.35 | 1,200 |
| DAM-10 | 10 | 15 | 1.50 | 1.20 | 2.65 | 1,700 |